




")
Designrichtlinien für Selektives Lasersintern (SLS)
Dieser Artikel enthält allgemeine Richtlinien für die Konstruktion von Teilen und Komponenten für die SLS-Drucktechnik.
- Maßgenauigkeit: ± 0,25 mm + ± 0,1 mm/100 mm
- Maximale Größe: 320 x 320 x 600 mm
- Minimale Wandstärke EOS PA2200, PA3200GF und TPU: 1 mm
- Minimale Wandstärke Farsoon FS3300PA-F: 0,4 mm
- Abstand für funktionale Strukturen (Gelenke usw.): 0,5 mm
- Minimales Detail: 0,3 mm
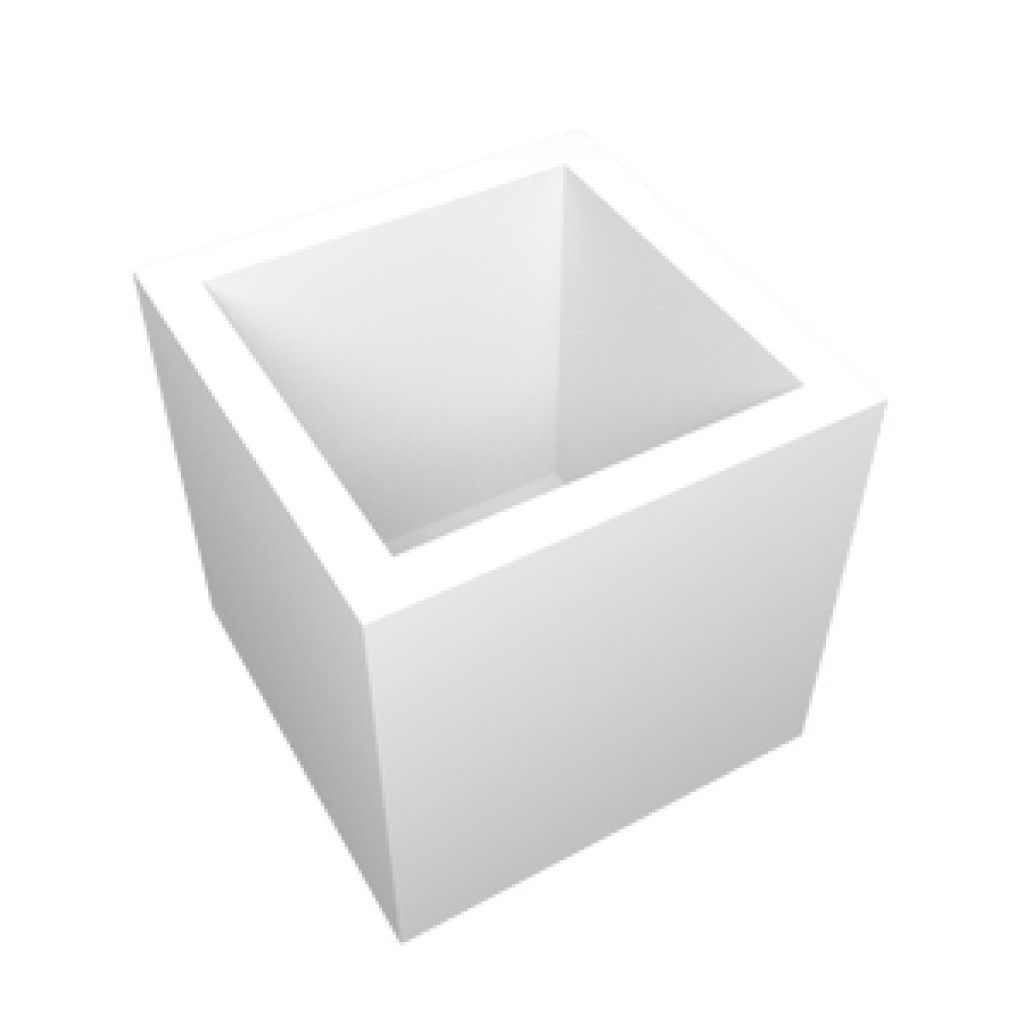
Wandstärke
Die empfohlene Wandstärke beträgt 1 mm. Strukturen, die kleiner sind, sind sehr fragil und können möglicherweise die Nachbearbeitungsphase, in der das überschüssige Pulver entfernt wird, nicht überstehen.
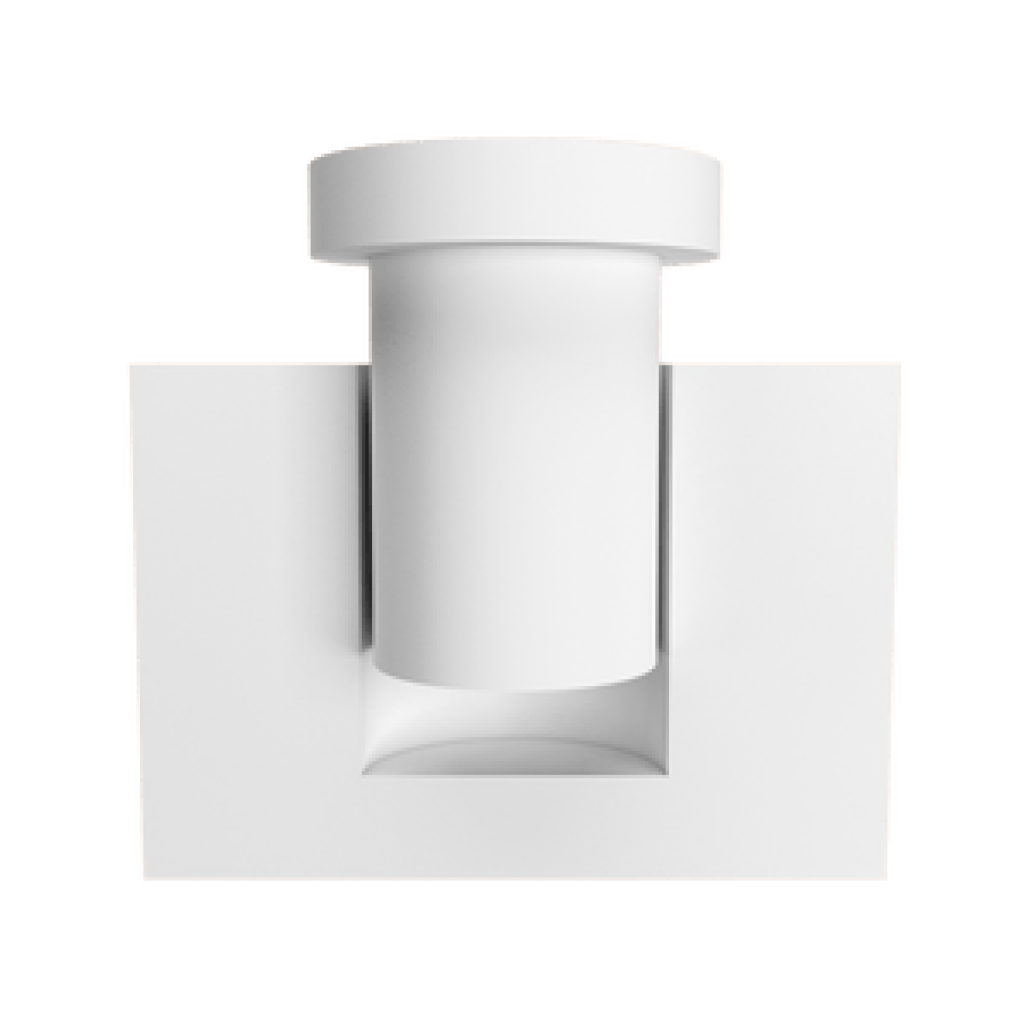
Abstand
Der empfohlene Abstand beim Konstruieren komplexer funktionaler Strukturen wie Gelenken beträgt 0,5 mm. In der Produktionsphase verbleibt etwas Pulver zwischen den Teilen, das nach der Fertigstellung entfernt werden muss. Wenn der Abstand zu klein ist, wird das Pulver komprimiert und kann sich möglicherweise sogar teilweise verschmelzen, was das Entfernen der Teile erschwert.
Innen- und Außentexte sowie Beschriftungen
Innen- und Außentexte sowie Beschriftungen können abhängig von Schriftgröße, Tiefe/Höhe des Textes und der Ausrichtung beim Drucken realisiert werden. Konsultieren Sie unsere Experten für weitere Informationen.

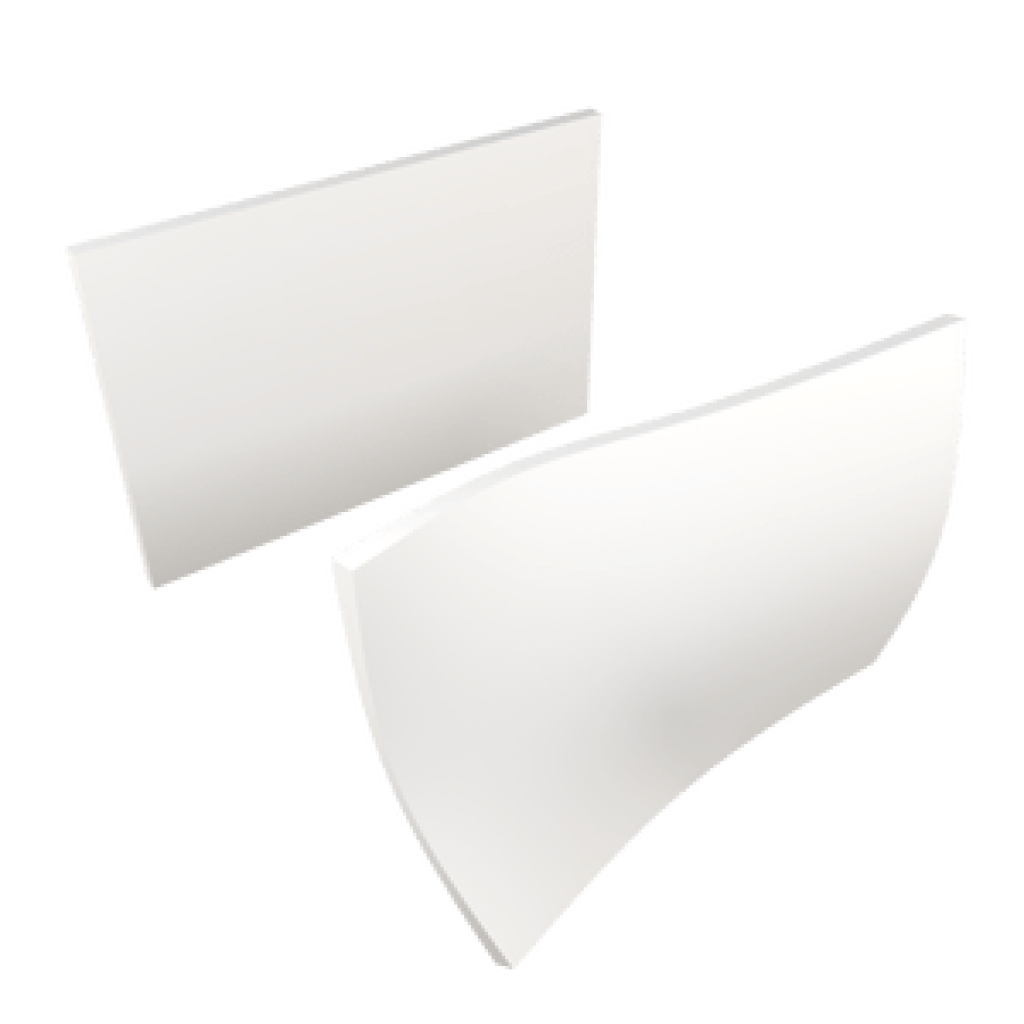
Verzug
Große dünne Flächen können während des Abkühlprozesses verzogen werden. Der Verzugseffekt wird durch gutes Design und Produktionsmanagement minimiert.
Materflow konstruiert und produziert 3D-gedruckte Metall- und Kunststoffteile für den industriellen Einsatz. Wir helfen unseren Kunden auch dabei, 3D-Druck in ihre Konstruktions- und Entwicklungsprozesse zu integrieren und umzusetzen.
Mehr über SLS erfahren
Mehr über Kunststoffdruckmaterialien erfahren


{kind=link}