


Uutta pelkäämätöntä tuotekehitystä
Muutama vuosi sitten Outotecillä oltiin uuden äärellä. 3D-tulostus ei teknologiana ollut Timo Hautaniemelle ja muulle tuotekehitystiimille mitään mystistä magiaa, se oli todettu toimivaksi prototyyppien toteuttamiseen jo entuudestaan. Entäs lopputuote? Olisiko 3D-tulostuksesta tuottamaan toimivaa loppuosaa, joka kestäisi haastavat olosuhteet? Tätä Hautaniemi tiimeineen lähti selvittämään, kun tuli tarve toteuttaa pienemmässä kokoluokassa Outotecin toimittama prosessilaite, jäähdytystorni. Oleellisina osina tornissa pyörii puhallinyksikön propellilavat, joiden tuotantotapa askarrutti.
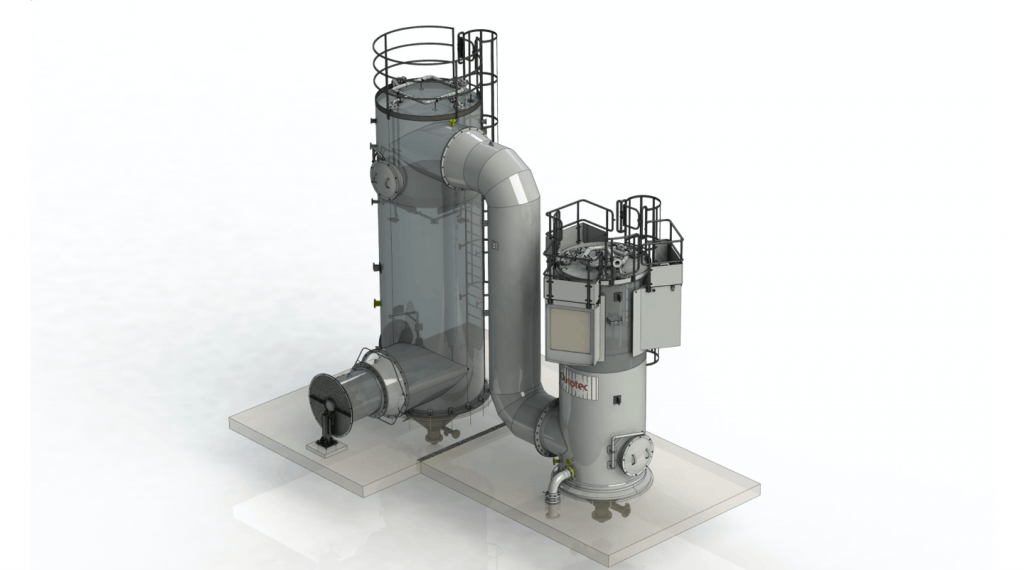
”Jäähdytystorneilla jäähdytetään tuotantolaitoksissa prosessiliuoksia prosessin edellyttämälle tasolle, jotta hyötysuhteesta saadaan parempi. Alaspäin skaalatun tornin osista puhallinyksikön propellilapojen valmistusmenetelmäksi kaavailtiin alunperin muottia, mutta moni tuotannollinen tekijä soveltui paremmin 3D-tulostukseen”, nykyään teknisenä tuotepäällikkönä toimiva Hautaniemi muistelee. Muotin suhteellisen korkea kustannus sekä kömpelö käytettävyys tuotekehityksessä ja pienempien sarjakokojen tuotannossa keikautti ratkaisun 3D-tulostuksen puolelle.
Jäähdytystorneja käytetään osana haastavia teollisia prosesseja, joten lapojen on kestettävä kuluttavia olosuhteita. Suuri kysymysmerkki oli, löytyykö 3D-tulostusmateriaaleista tehtävään soveltuvaa vaihtoehtoa, ja onko teknologialla mahdollista tulostaa lapojen kokoluokan kappaleita. Kun molempiin kysymyksiin saatiin siunaava vastaus, oli varsinainen tuotekehitys helppo käynnistää.
Mahdolliset tulostusmateriaalit arvioitiin. Kolmesta potentiaalisesta printattiin koevedokset, jotka lähetettiin testattavaksi Outotecin tutkimuskeskukseen. Vedoksia testattiin erityyppisissä altistusympäristöissä ja vetokokeissa, jonka lisäksi altistamattomia kappaleita jätettiin referenssiksi myös vetokokeita varten. Samaan aikaan optimoitiin lavan mallin geometrioita tulostuksen kokorajoitteiden puitteissa. ”Perinteisten valmistusmenetelmien rajoitteita ei tarvinut muuten onneksi miettiä. Materiaalissa päädyttiin lopulta PA2200-muoviin, jota tulostettiin SLS-tekniikalla. Ennen käyttöönottoa puhallinyksikölle tehtiin myös huolelliset mekaaniset ja suorituskykymittaukset. Laskelmiin ja testaukseen oli hyvin aikaa, ja riski tehdä prototyyppejä 3D-printtaamalla oli paljon pienempi suhteessa muotin tekoon”, Hautaniemi kertaa tuotekehityksen vaiheita.



Jäähdytystorneja on toimitettu maailmalle ja tulostettujen propellilapojen suorituskyvystä on myös kerätty käyttökokemuksia. Jokaisen lavan valmistus- ja asennuspäivät ovat tarkasti tiedossa, ja palautteiden mukaisia päivityksiä voi helposti tehdä osan digitaaliseen malliin tulevia tilauksia varten. Tuotekehitys on Hautaniemelle ja Outotecille aina jatkuva prosessi: ”Seuraamme myös uusien tulostusmateriaalien kestävyyttä, jotta osia voidaan kehittää edelleen.”
Propellilavat olivat Outotecille ensimmäisiä 3D-tulostettuja osia, jotka päätyivät tuotantokäyttöön. Hautaniemen mukaan kokeilunhaluisuudella oli osuutensa asiaan: ”Meillä on uutta pelkäämätön porukka, joka uskaltaa viedä asioita eteenpäin. Saimme hyvin aikaa tutkia asian läpi, tehdä laskelmat ja testaukset huolella. Materflown puolelta tuli sopivissa kohdin näkemystä materiaaleista ja tulostustekniikoista sekä kappaleen muotojen ja geometrioiden optimoinnista, jotta koneen kapasiteetti oli tulostaessa hyvin hyödynnetty.”
Tuotanto ulottui jopa pakkaussuunnitteluun, kun Materflown tj Timo Peltonen ja tekniikasta vastaava Sami Mattila kehittivät ylijäämäisestä tulostusmateriaalista 3D-printattavan tukirakenteen lapojen varaosatoimituksia varten. Tältä pohjalta yhteistyötä on ollut hyvä jatkaa.


{kind=link}